包米勒伺服系統(tǒng)在飛剪機(jī)上的應(yīng)用
上海高威科電氣技術(shù)有限公司 呂一
摘要:本文介紹了包米勒公司的伺服驅(qū)動系統(tǒng),通過針對飛剪應(yīng)用開發(fā)的功能模塊,實(shí)現(xiàn)對鋼筋進(jìn)行高速、高精度的定長剪切。本文描述了包米勒飛剪控制的關(guān)鍵技術(shù)。
關(guān)鍵詞:飛剪 包米勒 鋼筋橫切
1 飛剪應(yīng)用介紹
飛剪應(yīng)用于鋼鐵加工行業(yè),是指在鋼筋送料過程中驅(qū)動剪切刀運(yùn)動實(shí)現(xiàn)鋼材的定長剪切。因?yàn)轱w剪運(yùn)動在剪切過程中不需停止送料,并能在加工過程中自由修改剪斷長度和送料速度,所以大大提高鋼筋剪切的加工效率。
包米勒提供全系列大功率范圍的同步/異步伺服電機(jī)以及高性能B maXX 系列伺服驅(qū)動器。B maXX系列伺服驅(qū)動器由驅(qū)動級PLC 控制,該驅(qū)動級PLC 通過背板總線與伺服驅(qū)動器快速同步存取/訪問數(shù)據(jù),并支持IEC 61131-3 多任務(wù)實(shí)時(shí)操作系統(tǒng)。Baumueller 公司專為飛剪、旋切和追剪等應(yīng)用開發(fā)了系列功能塊,方便實(shí)現(xiàn)這三類應(yīng)用。
2 系統(tǒng)結(jié)構(gòu)
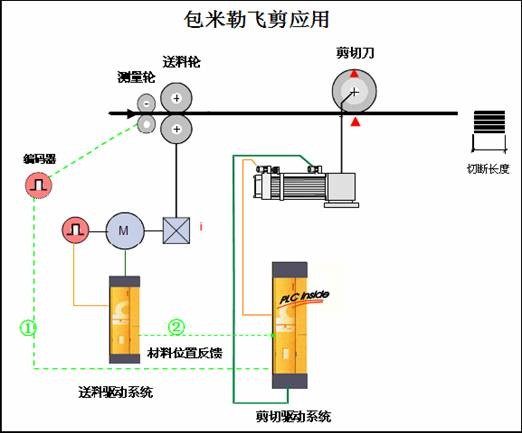
圖1 包米勒飛剪應(yīng)用系統(tǒng)機(jī)構(gòu)
圖1 為包米勒飛剪應(yīng)用的系統(tǒng)構(gòu)成。其送料單元由送料驅(qū)動系統(tǒng)控制,負(fù)責(zé)平穩(wěn)無打滑的送料;剪切單元由剪切伺服系統(tǒng)控制,它根據(jù)設(shè)定的切斷長度和送料的速度,驅(qū)動剪切刀對鋼筋進(jìn)行定長剪切。伺服系統(tǒng)控制參數(shù)如切斷長度、送料速度等由人機(jī)界面輸入;材料的速度和位置由編碼器反饋到剪切驅(qū)動系統(tǒng)。編碼器信號來源分為被動式和主動式:
被動式:由安裝在測量輪上的編碼器反饋材料速度和位置;
優(yōu)點(diǎn)是測量輪由材料帶動旋轉(zhuǎn),檢測值為材料的實(shí)際速度和位置;缺點(diǎn)是信號波動較大。
主動式:由送料電機(jī)編碼器反饋材料速度和位置;
優(yōu)點(diǎn)是信號平穩(wěn),波動小;缺點(diǎn)是當(dāng)材料與送料輪之間打滑時(shí)送料電機(jī)編碼器反饋信號不能準(zhǔn)確反應(yīng)材料實(shí)際速度和位置。
3 包米勒旋切、飛剪模塊
包米勒用于飛剪的主要功能塊如下:
TM_SyncRot_Init:根據(jù)控制要求初始化旋切/飛剪功能;
TM_SyncCam_Init:設(shè)置同步區(qū)的曲線;
TM_MasterEncoder:根據(jù)編碼器反饋值計(jì)算出材料的速度和位置;
TM_SyncRot:根據(jù)材料的速度和位置生成當(dāng)前軸的位置設(shè)定值和速度設(shè)定值;
TM_DriveEncoder:根據(jù)轉(zhuǎn)速設(shè)定值控制當(dāng)前軸的運(yùn)動。
此外,包米勒在控制剪切刀飛剪運(yùn)動的基礎(chǔ)上,還能實(shí)現(xiàn)一些特殊的工藝要求,如在同步區(qū)剪切速度與送料速度之間存在固定的比例;設(shè)定加減速切換點(diǎn);套色標(biāo)剪切等。
4 運(yùn)動方式
剪切單元采用偏心軸方式傳動,并采用機(jī)械同步定位軸,保證上下兩個(gè)刀座定向、同速、定位,使剪切刀固定刀座作回轉(zhuǎn)運(yùn)動。其中剪切刀速度和送料速度同步的區(qū)域稱為同步區(qū),同步區(qū)內(nèi)上下刀刃咬合的區(qū)域?yàn)榧羟袇^(qū)域,同步區(qū)之外的運(yùn)動區(qū)域稱之為補(bǔ)償區(qū)。
包米勒飛剪應(yīng)用中剪切刀運(yùn)動軌跡分為同步區(qū)和補(bǔ)償區(qū),其運(yùn)動方式也分為同步運(yùn)動和補(bǔ)償運(yùn)動。同步運(yùn)動為剪切電機(jī)在同步區(qū)與材料速度和位置實(shí)現(xiàn)同步,其間上刀刃和下刀刃咬合,完成對鋼板的剪切過程;而離開同步區(qū)后,根據(jù)切斷長度的不同,剪切刀需要加速或者減速來補(bǔ)償,以適用不同的切斷長度,即為補(bǔ)償運(yùn)動。根據(jù)切斷長度的不同,有三種不同的補(bǔ)償運(yùn)動方式:
1) 長料切斷
剪斷長大于兩倍刀刃周長情況下,在剪切周期中刀刃在剪斷動作完成后減速并停止在設(shè)定點(diǎn),然后加速進(jìn)入同步區(qū)。
2) 中料切斷
剪斷長大于刀刃周長但小于兩倍刀刃周長情況下,剪斷動作完成后減速但不停止在設(shè)定點(diǎn),過設(shè)定點(diǎn)加速進(jìn)入下一次剪切。
3) 短料切斷
剪斷長小于刀刃周長情況下,剪斷動作一旦完成馬上加速到設(shè)定點(diǎn),然后減速進(jìn)入下一次剪斷。
5 在飛剪項(xiàng)目上的應(yīng)用
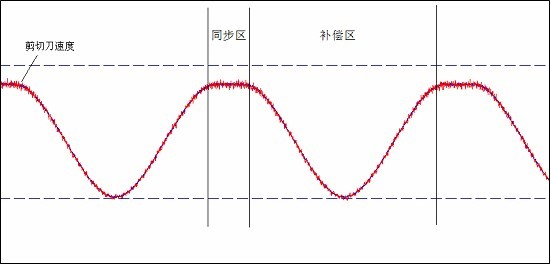
當(dāng)未設(shè)置同步區(qū)附加曲線時(shí),剪切刀的默認(rèn)運(yùn)動方式為旋切,剪切刀在同步運(yùn)動時(shí)剪切刀轉(zhuǎn)速和送料速度一致,在中料切斷時(shí)的曲線實(shí)測如下:
圖2 旋切運(yùn)動曲線
但是對于鋼筋剪切,假如剪切刀在同步運(yùn)動時(shí)剪切刀轉(zhuǎn)速和送料速度一致,則在剪切時(shí)剪切刀在送料方向上的分量與送料速度不一致,將會造成堵住鋼筋或者拖拽鋼筋的情況,所以切割鋼筋時(shí)需要剪切刀速度在送料方向的分量和送料速度在同步區(qū)一致。這時(shí)需要在同步區(qū)附加一段曲線來實(shí)現(xiàn)上述功能。
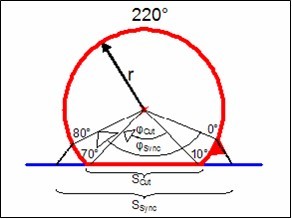
同步區(qū)運(yùn)動的數(shù)學(xué)模型如圖3,其中r= 60mm( r 為偏心軸半徑), ϕ sync =80°(0°~80°為同步區(qū)),ϕ cut = 60°(10°~70°為剪切區(qū)域),同步區(qū)之外的區(qū)域?yàn)檠a(bǔ)償區(qū)。這里同步區(qū)大于剪切區(qū)域,是因?yàn)樾枰幸欢ň嚯x來平滑速度的變化,否則會造成較大的機(jī)械沖擊。
圖3 同步區(qū)運(yùn)動模型
材料在同步時(shí)運(yùn)動的長度: Ssync=2rsin()=77.135mm (1.1)
材料在剪切時(shí)運(yùn)動的長度: Scut=2rsin()=77.135mm (1.2)
設(shè)定材料進(jìn)入同步區(qū)的位置為原點(diǎn),則:
剪切起始位置: xOcut= = 8.567mm (1.3)
剪切結(jié)束位置: x1cut =Ssync−x0cut=68.567mm (1.4)
可得關(guān)系式: a(x)=arcsin()+ (8.567 ≤ x ≤ 68.567)(1.5)
其中 α(x)-剪切刀在同步區(qū)的角度;
x -材料在同步區(qū)的位置;
r -剪切刀半徑;
速度關(guān)系式: = (8.567 ≤ x ≤ 68.567) (1.6)
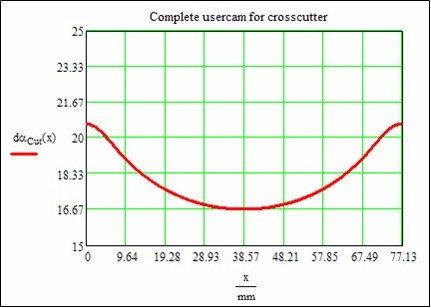
為了讓剪切刀實(shí)現(xiàn)平滑的加減速運(yùn)動,在同步區(qū)的0°~10°、70°~80°各附加一段過渡曲線,以使速度平滑過渡,減小機(jī)械沖擊,附加過渡曲線后的同步區(qū)剪切刀速度曲線如下:
圖4 同步區(qū)運(yùn)動曲線
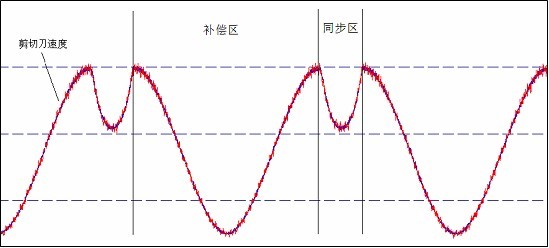
添加同步區(qū)曲線后,在中料剪切時(shí)完整的剪切刀速度曲線實(shí)測如圖5 所示,該運(yùn)動曲線能完全滿足飛剪運(yùn)動控制需求,且機(jī)械沖擊小,控制精度高。
圖5 飛剪運(yùn)動曲線
5 結(jié)論
經(jīng)過測試運(yùn)行,機(jī)床運(yùn)行狀態(tài)正常穩(wěn)定,剪切口平整,在不同的剪切長度和高速送料時(shí)都達(dá)到了良好的精度,大大提高了客戶的生產(chǎn)效益。
參考文獻(xiàn):
[1] 包米勒飛剪功能說明書.包米勒公司.2005,9.
[2] 葛延津,高峰,陳棟.飛剪速度基準(zhǔn)的研究.東北大學(xué)學(xué)報(bào)(自然科學(xué)版),2003,12.
[3] 常新宇,王瑞,趙旭.新型鋼板切割的飛剪技術(shù)開發(fā).機(jī)電產(chǎn)品開發(fā)與創(chuàng)新.2006,5.