1.įOéõĮķĮB
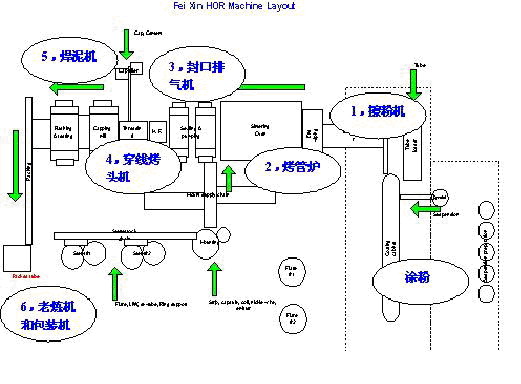
’wą┬šš├„ėąŽ▐╣½╦Š╦«ŲĮŠĆ═┐Ę█Ż©CoatingŻ®Īóų„ŠĆŻ©MainlineŻ®║═▌oŠĆŻ©Side lineŻ®╚²┤¾▓┐ĘųĮM│╔����ĪŻ
ų„ŠĆįOéõ░³└©Ż║
1. ▓ÕĘ█ÖCŻ©Marking & wiping�Ż¼MWMŻ®Ż¼┐žųŲš¹Śl╔·«aŠĆ╩Ūʱ╔ŽĘ█╣▄Ż¼īóĘ█╣▄┤“╔Ž╔╠ś╦ėĪŻ¼▓óīó╔╠ś╦ėĪ┐ŠĖ╔��ĪŻė├├║ÜŌ╗Ņ^║µ┐ŠĘ█╣▄ā╔Č╦����Ż¼į┘ė├ą²▐DõōĮz╦ó╦óĄ¶Ę█╣▄ā╔Č╦ā╚═ŌČÓėÓĄ─¤╔╣ŌĘ█Ż¼▓óė├šµ┐šīóĘ█ēm╬³ū▀ĪŻ
2. ┐Š╣▄ĀtŻ©Sintering ovenŻ¼SOŻ®Ż¼ė├├║ÜŌ▌Ś╔õ╗Ņ^īóĘ█╣▄║µ┐Šų┴ę╗Č©£žČ╚����Ż¼╩╣¤╔╣ŌĘ█ųąĄ─▓╗ĘĆČ©╬’┘|│õĘųĘųĮŌ�Ż¼ō]░l��ĪŻ
3. ĘŌ┐┌┼┼ÜŌÖCŻ©Sealing & pumping�Ż¼SPMŻ®���Ż¼ĘŌ┐┌▓┐ĘųŻ║28éĆĘŌ┐┌╣ż╬╗īóÅ─▌oŠĆąŠų∙µ£╔Ž╣®æ¬Ą─ąŠų∙╝░┐Š╣▄Āt╣®æ¬Ą─Ę█╣▄ė├├║ÜŌ╗Ņ^═Ļ╚½ĘŌĮė����ĪŻ┼┼ÜŌ▓┐ĘųŻ║įOéõ░³└©28éĆ┼┼ÜŌ╣ż╬╗╝░5┼_šµ┐š▒├���Ż¼īóĘŌ║├┐┌Ą─Ę█╣▄═©▀^28éĆ┼┼ÜŌ╣ż╬╗▀BĮėĄĮšµ┐šŽĄĮy╔Žīó¤¶╣▄ā╚Ą─┐šÜŌ┼┼Ą¶▓óø_╚ļę╗Č©öĄ┴┐Ą─ČĶąįÜŌ¾w�����ĪŻį┌┼┼ÜŌ▀^│╠ųąī”¤¶╣▄ā╔Č╦Ą─¤¶Įz▀Mąą╝ė¤ß����Ż¼╩╣═┐į┌¤¶Įz╔ŽĄ─ļŖūėĘ█│õĘųĘųĮŌō]░l▓óļS┐šÜŌ┼┼│÷�����ĪŻ
4. ┤®ŠĆ┐ŠŅ^ÖCŻ©Threading & capping mill�Ż¼TCMŻ®��Ż¼┤®ŠĆ▓┐ĘųŻ║īó╣╬║├║Ė─ÓĄ─õX├▒čbĄĮ┼┼║├ÜŌĄ─¤¶╣▄╔Ž���Ż¼╩╣ī¦Įz£╩┤_┤®▀^Ń~ßś║¾ē║║Ė▓óŪąĄ¶ČÓėÓĄ─ī¦Įz��ĪŻ┐ŠŅ^▓┐ĘųŻ║ė├├║ÜŌ╗Ņ^║µ┐ŠõX├▒�Ż¼╩╣║Ė─Ó└╬╣╠▀BĮė¤¶╣▄┼cõX├▒����ĪŻ
5. ā╔┼_║Ė─ÓÖCŻ©Cap filler�����Ż¼CF1�����Ż¼CF2Ż®����Ż¼īó┐šĄ─õX├▒╣╬╔Ž║Ė─ÓĪŻ
6. └Ž¤ÆÖCŻ©AgerŻ¼FTMŻ®║═░³čbÖCŻ©Packing��Ż¼PMŻ®Ż¼īó¤¶╣▄│õĘųåó╠°��Īó╚╝³c�Ż¼Ė─╔Ųåó╠°ąį─▄ĪŻ═¼ĢrÖz£y¤¶╣▄Ą─Į^Šē─═ē║ąį─▄�ĪŻīó├┐ę╗Ė∙│╔Ųʤ¶╣▄ė├╝ł╠ū░³čbŲüĒ�ĪŻ
įOéõ▓╝ų├╚ńŽ┬łD╦∙╩ŠŻ║
2.ļŖÜŌŽĄĮyĖ─įņā╚╚▌╝░ę¬Ū¾
2.1 ┼fŽĄĮyĖ─įņ
2.1.1 ▒Š┤╬Ė─įņ╔µ╝░Ė³ą┬╦«ŲĮŠĆų„ŠĆ═¼▓ĮŽĄĮy╦∙ėąļŖÜŌŽĄĮy�ĪŻ
2.1.2 Ė³ą┬╦∙ėąé„ĖąŲ„╝■╝░“īäėį¬╝■ĪŻ
2.1.3 Ė³ą┬╦∙ėą┐žųŲ╝░äė┴”ļŖ└|����ĪŻ
2.1.4 Ė³ą┬╦∙ėąĄ─┐žųŲ╣±╝░┐žųŲ╣±ā╚▓┐Ų„╝■���ĪŻ
2.1.5 Ė³ą┬╦∙ėą▓┘ū„║ą╝░ā╚▓┐Ų„╝■�ĪŻ
2.1.6 Ė³ą┬ų„ŠĆ═¼▓ĮŽĄĮy�����ĪŻ
2.1.7 ═¼▓ĮŽĄĮyųąĘŌ┐┌┼┼ÜŌÖC╝░┤®ŠĆ┐ŠŅ^ÖC“īäė±R▀_ĒÜĖ³ōQ�ĪŻ
2.1.8 Ė³ą┬═¼▓ĮŽĄĮyĢr▒žĒÜ▒ŻūC┼fŽĄĮyĄ─═Ļš¹ąį║═┐╔╗ųÅ═ąį��ĪŻ
2.2 ╔Ž╬╗ÖCŽĄĮy
ŽĄĮyąĶŅA┴¶┼c╔Ž╬╗ÖC═©ėŹĮė┐┌Ż©═©▀^ProfiŻŁBusŻ®�����Ż¼─▄ē“Ž“╔Ž╬╗ÖC╠ß╣®╔·«aöĄō■╝░įOéõ▀\ąąĀŅør║═╣╩šŽį\öÓą┼ŽóĪŻ
2.3 ŽĄĮy╠ß╦┘
2.3.1 ŽĄĮyļŖÜŌ▓┐ĘųįOėŗĢrę¬┤_▒Żęį║¾ļŖÜŌŽĄĮyį┌▓╗į÷╝ė╚╬║╬┘Mė├Ą─Ūķør╠ß╦┘ų┴╚ńŽ┬╦┘Č╚Ż║
2.3.2 ų„ŠĆš²│Ż╔·«a╦┘Č╚×ķ3050Ż»ąĪĢr��Ż¼ŽĄĮyįOėŗæ¬┐╝æ]īóüĒ┐╔╠ß╦┘ų┴3600Ż»ąĪĢr��ĪŻ
2.3.3 ▌oŠĆš²│Ż╔·«a╦┘Č╚×ķ6480Ż»ąĪĢrŻ©ąŠų∙ÖC×ķ3240Ż»ąĪĢrŻ®Ż¼ŽĄĮyįOėŗæ¬┐╝æ]īóüĒ┐╔╠ß╦┘ų┴7200Ż»ąĪĢrĪŻ
2.3.4 ═┐Ę█š²│Ż╔·«a╦┘Č╚×ķ3400Ż»ąĪĢr����Ż¼ŽĄĮyįOėŗæ¬┐╝æ]īóüĒ┐╔╠ß╦┘ų┴4000Ż»ąĪĢr�����ĪŻ
2.4 ┬Ģ╣Ōł¾Š»
2.5.1 ł¾Š»─▄ē“ī”įOéõ╣╩šŽ╗“╔·«a┘|┴┐å¢Ņ}Įo│÷ł¾Š»╝░ųĖ╩ŠĪŻ
2.5.2 ▓╗═¼ŅÉą═ł¾Š»─▄ē“▒µäeĪŻ
3. įOéõąį─▄ųĖś╦
3.1 ┐é¾wę¬Ū¾
3.1.1 ╔·«a╦┘Č╚ŠS│ųį┌3050ų¦Ż»ąĪĢr���Ż¼▓óį┌¤oąĶŅ~═Ō═Č┘YŪķørŽ┬╠ß╦┘ų┴3400ų¦Ż»ąĪĢrŻ©▌oŠĆ7200ų╗Ż»ąĪĢrŻ¼═┐Ę█4000ų¦Ż»ąĪĢrŻ®ĪŻ╔·«a▀\ąą╦┘Č╚š`▓Ņ×ķįOČ©╦┘Č╚Ą─0.2Żźęįā╚����ĪŻ
3.1.2 įOéõąį─▄“×╩šĢrįOéõ╣╩šŽ┬╩▒žĒÜ▀_ĄĮ1Żźęįā╚��ĪŻįOéõ│§▓Į“×╩šĢrįOéõ╣╩šŽ┬╩▒žĒÜ▀_ĄĮ▀B└m7éĆ╔·«a╚šį┌0.5Żźęįā╚ĪŻįOéõ▀\ąąūŅĮK“×╩šĢr╣╩šŽ┬╩▒žĒÜ▀_ĄĮ▀B└m60éĆ╔·«a╚šį┌0.1Żźęįā╚Ż¼ūŅĮK“×╩š║¾╣╩šŽ┬╩▒žĒÜį┌0.1Żźęįā╚ĪŻ
3.1.3 ąį─▄“×╩šŪ░įOéõŲĮŠ∙¤o╣╩šŽĢrķg▒žĒÜ▀_ĄĮ8ąĪĢrĪŻ│§▓Į“×╩šŪ░įOéõŲĮŠ∙¤o╣╩šŽĢrķg▒žĒÜ▀_ĄĮ24ąĪĢrĪŻįOéõŲĮŠ∙¤o╣╩šŽĢrķgį┌ūŅĮK“×╩šŪ░▒žĒÜ▀_ĄĮ500ąĪĢręį╔ŽŻ¼ūŅĮK“×╩š║¾▒žĒÜ▀_ĄĮ500ąĪĢręį╔ŽĪŻ
3.1.4 ╦«ŲĮŠĆ╔·«a╩Ū╚½─Ļ365╠ņ▓╗ķgöÓ▀\ąą�����Ż¼┐žųŲŽĄĮy▒žĒÜ▒ŻūCŲõš²│Ż▀\ąą
3.2 ═¼▓ĮŻ»ų„“īäė┐é¾wę¬Ū¾
3.2.1 įOéõų«ķgĄ─ŽÓ╬╗▓Ņš{š¹▓╔ė├ā╔ĘNĘĮ╩ĮŻ║ę╗�����Ż¼ĘĮ▒ŃĄžš{š¹ŠÄ┤aŲ„Ą─╬’└ĒŽÓ╬╗ęįš{š¹ŽÓ╬╗▓Ņ����Ż¼Č■����Ż¼į┌▄ø╝■ųąįOų├ŽÓ╬╗▓ŅĪŻ
3.2.2 ═¼▓ĮŽĄĮyę¬Ū¾═¼▓ĮĄ─╦∙ėąįOéõ─▄å╬¬Ü▀\ąąČ°▓╗╩▄Ųõ╦³įOéõ▀\ąąĀŅørĄ─ė░ĒæŻ¼▓╗─▄ę“ę╗┼_įOéõĄ─ĀŅørČ°ė░ĒæŲõ╦³įOéõų«ķgĄ─═¼▓ĮŻ©░³└©öÓļŖŻ®ĪŻę╗┼_įOéõ╠Äė┌ŠSą▐╗“³cäėŻ©╩ųäėĄ═╦┘▀\ąąŻ®ĀŅørĢrŲõ╦³įOéõ═¼▓Į▓╗╩▄ė░Ēæ����ĪŻ┼c¼Fėą═¼▓ĮŽĄĮy╣”─▄═Ļ╚½ę╗ų┬ĪŻ
3.2.3 ═¼▓ĮŠ½Č╚ŽĄĮy═¼▓ĮŠ½Č╚ę¬Ū¾─▄ē“▀_ĄĮ╔·«aę¬Ū¾Ż©į┌0.5Č╚ęįā╚Ż®���ĪŻ
3.2.4 ▀_ĄĮ═¼▓ĮĀŅæBĢrķgæ¬į┌4├ļęįā╚ĪŻ
3.2.5 ═¼▓ĮŽĄĮy░▓╚½╗ž┬Ę▒žĒÜ║═┐žųŲŽĄĮy░▓╚½╗ž┬Ę▀BĮė����Ż¼«ö┐žųŲŽĄĮy░▓╚½╗ž┬Ęäėū„Ģr═¼▓ĮŽĄĮy░▓╚½╗ž┬Ę▒žĒÜū„ė├��Ż¼įOéõ┴ó╝┤═ŻÖCĪŻ
3.2.6 é„äėŽĄĮy▒žĒÜėą▀^▌d▒Żūo╣”─▄�Ż¼«öįOéõžō▌d▀^┤¾Ģr�Ż¼ŽĄĮy─▄ē“ūįäė═ŻÖC�Ż¼ęį▒▄├ŌįOéõū▓ÖCĪŻ
3.2.7 ĘŌ┐┌┼┼ÜŌÖCåóäėĢrąĶÖz£yžō▌dļŖ┴„Ą═╦┘åóäė���ĪŻ
3.2.8 ├┐┼_įOéõČ╝┐╔ęį³cäė▀\ąą�����Ż¼³cäė▀\ąąĄ─╦┘Č╚┐╔įOČ©ĪŻ
3.3.9 ═¼▓ĮŽĄĮy═©▀^PROFIBUS═©ėŹīó▀\ąąą┼Žó╔Žé„ų┴PLC╝░╔Ž╬╗ÖCŻ¼į┌═¼▓ĮĖ─įņĒŚ─┐ųą▒žĒÜū÷║├═©ėŹĄ─ė▓╝■Įė┐┌╝░īóüĒ┼cPLC╝░╔Ž╬╗ÖC═©ėŹĄ─▄ø╝■ŠÄ│╠����ĪŻ
4. ŽĄĮyīŹ╩®
╦«ŲĮŠĆĄ─é„äė═¼▓ĮŽĄĮyė╔┴∙┼_ĄżĘ╦╣ūāŅlŲ„Ęųäe╝ėčb═¼▓Į┐©╝░Profibus-DP═©ėŹ┐©ĮM│╔�����Ż¼Ęųäe░▓čbį┌ā╔éĆ┐žųŲ╣±ā╚ĪŻ├┐┼_ūāŅlŲ„═©▀^▓╔╝»ų„ÖCŻ©VLT6Ż®Ą─╦┘Č╚ą┼╠¢║═Å─ÖCŻ©Ė„ūį┐žųŲĄ─ÖCŲ„Ż®ŠÄ┤aŲ„Ą─╦┘Č╚║═ŽÓ╬╗Ż¼ūįäėš{š¹ūāŅlŲ„▌ö│÷Ņl┬╩Ż¼▒Ż│ųÅ─ÖC║═ų„ÖCĄ─ĮŪČ╚═¼▓Į▀\ąą�ĪŻ═©ėŹ┐©Ą─╣”─▄╩Ū║═╔Ž╬╗ÖC▀Mąą═©ėŹ��Ż¼┐╔ęįīóūāŅlŲ„Ą─▀\ąąöĄō■é„╦═ĄĮ╔Ž╬╗ÖCųąĪŻŲõųą1╠¢┐žųŲ╣±░³└©▓ÕĘ█ÖCūāŅlŲ„Ż©VLT1Ż®, ┐Š╣▄ĀtūāŅlŲ„Ż©VLT2Ż®, ĘŌ┼┼ÖCūāŅlŲ„Ż©VLT3Ż®ĪŻ2╠¢┐žųŲ╣±░³└©┤®ŠĆ┐ŠŅ^ÖCūāŅlŲ„Ż©VLT4Ż®, └ŽŠÜÖCūāŅlŲ„Ż©VLT5Ż®╝░ų„ÖCūāŅlŲ„Ż©VLT6Ż®����ĪŻ
4.1 ╣”─▄Ęų╬÷
ų„ÖCūāŅlŲ„(VLT6)Ą─╣”─▄╩Ū─ŻöMų„▌SĄ─ŠÄ┤aŲ„ą┼╠¢�Ż¼═©▀^═¼▓Į┐©╔ŽĄ─MK3B▓Õ┐┌▌ö│÷ų┴Ė„ūāŅlŲ„���Ż¼┐žųŲš¹Śl╔·«aŠĆĄ─╔·«a╦┘Č╚Ż©į┌ģóöĄ762ųąš{╣Ø�����Ż¼å╬╬╗éĆ/ąĪĢrŻ®Ż¼ŲõėÓūāŅlŲ„ū„×ķÅ─ÖC�����Ż¼ļSĢrĖ·ļSų„ÖCĄ─╦┘Č╚║═ŽÓ ╬╗�����Ż¼┐žųŲĖ„ūįĄ─ļŖÖC▒Ż│ųĮŪČ╚═¼▓Į�ĪŻĖ„Å─ÖCĄ─ŠÄ┤aŲ„░▓čbį┌Å─ÖCĄ─ų„é„äė▌S╔Ž�Ż¼▒ŻūCŠÄ┤aŲ„Ą─▐D╦┘┼c▌ö╦═╦┘Č╚│╔ę╗╣╠Č©Ą─▒╚└²ĪŻ╬ęéā─┐Ū░Ą─░▓čbé„äė▒╚×ķ1Ż║1��Ż¼╝┤ŠÄ┤aŲ„▐Dę╗╚”����Ż¼Å─ÖC▐D▀^ę╗éĆ╣ż╬╗ĪŻ
ūóęŌŻ║ūāŅlŲ„ā╚Ą─ėŗ╦Ń╩Ūęį╦─ĘųŽÓ├}ø_ėŗ╦Ń�����Ż¼╝┤1024P/RĄ─ŠÄ┤aŲ„�����Ż¼├┐▐DĮė╩▄ĄĮĄ─├}ø_öĄ╩Ū4*1024=4096éĆ├}ø_�Ż¼▀@┼c╦┼Ę■Ą─įŁ└Ē╩Ūę╗śėĄ─�Ż¼┤¾┤¾╠ßĖ▀┴╦Š½Č╚ĪŻÅ─═¼▓Į┐©Ą─šf├„Ģ°┐╔ęį┐┤│÷���Ż¼═¼▓Į┐©Ą─ų„ę¬╣”─▄╩Ū┐žųŲā╔▌S═¼▓Į��Ż¼═¼▓ĮĄ─ĘĮ╩Įėą╦┘Č╚═¼▓Į����Ż¼╬╗ų├═¼▓Į╝░Öz╦„├}ø_═¼▓Į����ĪŻų„Å─ÖCų«ķg▀Ć┐╔ęįįOČ©═¼▓Į▒╚└²ĪŻ▀Ć┐╔ęįūįė╔ŠÄ│╠Ż¼ņ`╗Ņæ¬ė├ĪŻ
Ė∙ō■¼Fł÷īŹļHŪķør╝░ė├æ¶ę¬Ū¾Ż¼╬ęéā▀xė├Š½Č╚ūŅĖ▀Ą─ĦÖz╦„├}ø_Ą─═¼▓Į╣”─▄�ĪŻ═¼▓Į▒╚(ģóöĄ713Ż║714)įOČ©×ķ1Ż║1����ĪŻ═¼Ģr��Ż¼ų„ÖCĄ─╠ōöMų„ÖCą┼╠¢ā╚░³└©Öz╦„ą┼╠¢����Ż¼Å─ÖCŠÄ┤aŲ„Ą─ZŽÓ├}ø_ū„Å─ÖCĄ─Öz╦„├}ø_Ż¼├┐Įė╩šĄĮ▀@ā╔éĆą┼╠¢��Ż¼ūāŅlŲ„ū„ę╗┤╬ąŻī”��Ż¼Ė∙ō■ā╔éĆÖz╦„├}ø_Ą─Ų½▓Ņ���Ż¼š{š¹Å─ÖCĄ─╦┘Č╚���ĪŻ«ö╚╗▀@ā╔éĆÖz╦„├}ø_ų«ķgį╩įSėą╣╠Č©Ų½▓ŅŻ©ģóöĄ712 DEGREE OFFSETŻ®�����ĪŻ╚ńÅ─ÖCĄ─Öz╦„├}ø_£■║¾300éĆ├}ø_Ż¼ūāŅlŲ„Š═░čÅ─ÖCĄ─╦┘Č╚╠ßĖ▀�����Ż¼╩╣Å─ÖCČÓū▀300éĆ├}ø_���Ż¼╚╗║¾Ė∙ō■═¼▓Į▒╚š{š¹╦┘Č╚�����ĪŻ▀@śė▒ŻūC┴╦š¹éĆ═¼▓ĮŽĄĮy▀B└m▀\ąąŻ¼ø]ėą└█ėŗš`▓ŅĪŻ
5. ▓┘ū„
ų„ÖCø]ėą╚╬║╬▓┘ū„Ż¼ų╗ąĶę¬įOČ©╔·«a╦┘Č╚Ż©P762Ż®���Ż¼╚¶ąĶę¬╠ßĖ▀╔·«a╦┘Č╚Ż¼ą▐Ė─ģóöĄ762Ż¼å╬╬╗╩Ū├┐ąĪĢrĄ─╔·«aöĄ┴┐��ĪŻ┤╦öĄō■╩Ū╩¦ļŖ▒Ż│ų�ĪŻ
Å─ÖCĄ─▓┘ū„Ęų×ķ═¼▓Į▀\ąą║═³cäė▀\ąąĪŻ
═¼▓Į▀\ąąŻ║░č═¼▓Į▀\ąą┐žųŲ▓ÕŅ^▓Õ╚ļ┐žųŲļŖ┬ĘĄ─▓Õū∙ā╚Ż¼░┤įŁįOéõ╔ŽĄ─åóäė/═Żų╣░┤Ōo╝┤┐╔┐žųŲļŖÖC▀\ąą/═Ż▄ć����Ż¼åóäė║¾ļŖÖCķ_╩╝╝ė╦┘ĄĮę╗Č©╦┘Č╚��Ż¼▓óĖ·ļSų„ÖCĄ─╦┘Č╚║═ŽÓ╬╗Ż¼«öš`▓ŅąĪė┌ę╗Č©öĄųĄĢrŻ¼ūāŅlŲ„╦═│÷ęčĮø╠Äė┌═¼▓ĮĀŅæBĄ─ą┼╠¢ĘĄ╗žįŁ┐žųŲŽĄĮyŻ¼┤╦Ģr┐╔ęį╔Ž┴Ž▓ó╔·«a�����ĪŻ«öė╔ė┌ÖCąĄįŁę“Ż©╚ńĖ³ōQŠÄ┤aŲ„Ą╚Ż®╩╣▒ŠÖC║═äeĄ─ÖCŲ„«a╔·ŽÓ╬╗Ų½▓Ņ����Ż¼┐╔ęįš{š¹ģóöĄ712Ż©DEGREE OFFSET å╬╬╗Ż║Č╚Ż®Ż¼┤╦ģóöĄ▒Ē╩ŠÅ─ÖC│¼Ū░ų„ÖCĄ─ĮŪČ╚ĪŻę▓┐╔ęįš{š¹ŠÄ┤aŲ„░▓čbĄ─ĮŪČ╚�����ĪŻ
³cäė▀\ąąŻ║░č³cäė░┤Ōo║Ž▓Õ╚ļ┐žųŲļŖ┬ĘĄ─▓Õū∙ā╚�����Ż¼╝┤┐╔┐žųŲÖCŲ„³cäė▀\ąąŻ¼³cäėĢrūāŅlŲ„╠Äė┌ķ_Łh┐žųŲĀŅæB����ĪŻ³cäėĄ─╦┘Č╚į┌ģóöĄ763ųąš{╣Ø�Ż¼å╬╬╗Ż║ūŅĖ▀Ņl┬╩Ą─░┘Ęų▒╚���ĪŻ
«ö┐žųŲļŖ┬ĘĄ─▓Õū∙×ķ┐šĢr����Ż¼ÖCŲ„╠Äė┌═Żų╣ĀŅæBŻ¼┤╦Ģr¤oĘ©åóäėÖCŲ„��ĪŻ«ö┬ōµią┼╠¢╗“╝▒═Ż░┤Ōo░┤Ž┬���Ż¼ÖCŲ„ę▓¤oĘ©åóäė�����ĪŻ